The choice of programming language The management program of the CNC tube bender severally developed by the laboratory is written in a very language. it's a visible platform-based program development tool developed on the idea of early language. visual image may be a thanks to develop a graphical interface. Users not have to be compelled to write a great deal of code to explain the looks of the interface. Instead, simply drag and drop the visually planned objects directly onto the screen in a very visual programming setting. this can be the foremost notable feature. Users cannot solely write a range of applications, however conjointly insert spreadsheets, data processing software package, etc. directly into them. The computer code of the pipe bending machine should initial have an easy and convenient human-computer interaction interface, and show numerous things to be tested and knowledge to be ascertained on the interface. Secondly, it's necessary to finish the communication between the commercial pc and every management unit, that is, the commercial management machine sporadically releases the information acquisition commands to every management unit and reads the information of every management unit. This perform is principally for {the knowledge|the info|the information} acquisition card; produce a info and store the varied collected data for calculation, analysis and preservation. additionally, it supports dynamic knowledge exchange libraries, dynamic link libraries, object linking and embedding, and technology. Dynamic knowledge allows applications to ascertain dynamic electronic communication with different applications, and dynamic link libraries make programs easy to call languages and assembly languages. Or functions, object linking associate degreed embedding techniques enable different numerous based mostly applications to be joined or embedded as associate degree object into an application and manipulated. At a similar time, its event-driven programming mechanism makes the program style simple, intuitive to scan, realizes the human-computer interaction between the user and also the machine, provides operation and show device standing data, and is incredibly convenient to use. additionally, the system has sturdy management capabilities. With knowledge controls and management windows, you'll directly produce or manipulate a formatted info and supply powerful knowledge storage and retrieval capabilities. These characteristics of the language build the look flow of the CNC tube bending machine system software package straightforward and clear, numerous functions area unit convenient to implement, and also the development cycle is brief, that the CNC tube bending machine system software package is written in language.
أخبار

اختيار لغة البرمجة يتم كتابة برنامج إدارة بندر أنبوب CNC الذي تم تطويره من قبل المختبر بلغة واحدة.

تحقق من المجال حول مكان تشغيل آلة ثني الأنابيب نصف الأوتوماتيكية الهيدروليكية في الصين للتخلص من أي أنقاض تتداخل مع العمل وحركة المرور. يجب ألا يكون هناك زيت في الأسفل لتجنب الانزلاق. يجب أن تكون مجموعة قطع العمل مرتبة ومرتبة لمنع الانهيار والإصابة.
1) Check the realm round the operating place of China hydraulic semiautomatic pipe bending machine to get rid of any rubble that interferes with work and traffic. There should be no oil on the bottom to avoid slithering. The stack of work-pieces ought to be neat and tidy to forestall collapse and injury.
2). Check if the protecting device on the hydraulic CNC pipe bending machine is in condition. If it's not put in, it's not allowed to drive. The intermediate frequency bender ought to have smart grounding and electrical insulation, and therefore the voltage ought to be stable.
3). Check the lubrication space. once the oil is brief and oil-free, the oil ought to be else.
4). once the empty automobile is running, check whether or not the mechanical operation is traditional, and whether or not the controller is sensitive and straightforward to use. when everything is ok, work again.
5). once 2 individuals work an equivalent time, they have to join forces closely and coordinate. someone ought to be allotted to work the switch. it's not allowed to speak to people throughout operation to forestall malfunction.
6) The operator should not leave the machine once the machine is started.
7). throughout operation, nobody is allowed close to the bend vary of the pipe, and a protecting warning call is about. Stabilize the tube to forestall it from being scraped by the pry bar. The operator will solely stand on the skin.
8). Correct the tube to listen to the protection of the encircling space. Use the steamed buns 1st to immerse within the water; for a number of minutes, forestall the handle from being wounded. don't wear gloves once knock.
9). once hot bending and correcting the tube, the face ought to avoid the nozzle to forestall the recent sand from being hurt once the tube is vibrated. once filling the yellow sand, the pipe ought to be fixed to forestall marketing. There ought to be no oil within the pipe, and dry yellow sand ought to be used.
10). once fastening the pipe into the rack and untie the lead wire, it ought to be soft to forestall squeeze and crushing. Handling pipes ought to listen to pedestrians to forestall individuals from being hurt.
11). once exploitation the gas, 1st open the chamber door, come off the accumulated gas and so ignite.

إنشاء وإدارة جميع معلمات الإعداد الرئيسية لآلة ثني الأنابيب الهيدروليكية الأوتوماتيكية باستخدام الحاسب الآلي (CNC) (التحكم ، الضغط على القوالب ، المغزل ، CLR) ، الانحناء الشعاعي الثابت أو المتغير. زيادة السعة إلى 200 ٪٪ بفضل VGP3D الناتج عن دورة العمل المتقدمة.
The establishment and management of all key setting parameters of cnc automatic hydraulic pipe bending machine, controlled by CNC (clamping, die pressing, mandrel, CLR), fixed or variable radius bending. Increased capacity to 200%% thanks to the VGP3D generated by the advanced work cycle.
Real-time, automatic simulation of a piece while it's programming. Component feasibility checks and generates the most appropriate duty cycle (time and cost), highlights possible collision risks, and automatically selects the most efficient avoidance route. By simply entering the component bending coordinates, the complete NC program is a graphical simulation. Particularly suitable for straight bending between them, ELECT XL is mainly used in construction machinery, industrial vehicles, and in branches such as railways, shipbuilding, automobiles, motorcycles, hydraulic pipes. The material of the elbow is mainly stainless steel, aluminum tube, copper tube, iron tube. From the equipment, there are manual bends and sluggish bends (hydraulic). Thin-walled elbows with small diameters (below 19) may be implemented on manual pipe benders. The special pipe fittings for the medium pipe diameter (20-50) are mainly equipped with hydraulic and medium frequency pipe bending machines.
The large pipe diameter (50---90) pipe bending machine was originally the first if the car intake, exhaust gas is trivial. Large pipe diameter (more than 100), the first for large trucks, pipelines and pipes for extraordinary needs.

تواجه مصانع معالجة المعادن التي تستخدم آلة ثني الأنابيب في الصين حاليًا بعض المشاكل المعقدة ، والتكلفة العالية للمواد الخام تجعل كل قطعة فارغة أمرًا ضروريًا. يمكن للاستجابة السريعة والاستعداد لتغيير وضع التشغيل لقسم تشكيل الانحناء لتلبية الاحتياجات الحالية لمصنع معالجة الصفائح المعدنية تقليل وقت التحضير.
تواجه مصانع معالجة المعادن التي تستخدم آلات ثني الأنابيب الصينية حاليًا بعض المشاكل المعقدة، كما أن ارتفاع تكلفة المواد الخام يجعل كل قطعة خام ضرورية. إن الاستجابة السريعة والاستعداد لتغيير نمط تشغيل قسم تشكيل الثني لتلبية الاحتياجات الحالية لمصانع معالجة الصفائح المعدنية يمكن أن يقلل من وقت التحضير.
يؤدي هذا إلى زيادة القدرة الإنتاجية وتقليل معدلات الخردة. إن تطوير وتنفيذ إجراءات التشغيل القياسية المصممة جيدًا، والاستفادة بشكل أفضل من أنظمة التخزين والمخزون، والاستفادة من وظائف الماكينة والاستفادة من الموارد البشرية هي طرق لمساعدة ورش تشكيل الانحناء على زيادة الكفاءة والإنتاجية. تتكون آلة ثني الأنابيب CNC بشكل أساسي من ثلاثة أجزاء: الجزء الميكانيكي والنظام الهيدروليكي ونظام التحكم PLC. يتكون الجزء الميكانيكي بشكل أساسي من جهاز تثبيت الأنابيب وجهاز نقل أنابيب الانحناء وجهاز التعزيز وجسم السرير وقالب أنابيب الانحناء. مبدأ عمل الكوع هو كما هو موضح في الشكل: يتم تثبيت قالب الكوع على العمود الرئيسي ويدور مع العمود الرئيسي. يتم تثبيت الأنبوب على أخدود التثبيت لقالب الكوع على شكل مروحة بواسطة قالب التثبيت، ويتم التحكم في مادة التوجيه المساعدة المتحركة بواسطة الأخدود المنزلق. يتم توصيله بالجزء الخارجي من انحناء الأنبوب الفارغ، عندما يدور قالب الانحناء بزاوية.
يُلف الأنبوب حول محيط قالب الانحناء، وزاوية دورانه هي زاوية الانحناء. الانحناء المتعدد ثلاثي الأبعاد بنفس نصف القطر، والمُنفذ على أنبوب واحد، له ثلاثة وظائف رئيسية: التغذية الخطية، والأنبوب الدوار الفراغي، وأنبوب الانحناء.

الفرق والصعوبة بين هذا النظام وآلة ثني الأنابيب الهيدروليكية التقليدية أحادية الرأس هو أن النظام يمكن أن يلبي احتياجات المكثفات المختلفة مع نصف قطر الانحناء R50 و R60 و R70 على التوالي. ثانيًا ، عندما يتم تشكيل جميع أجزاء الانحناء في أحد طرفيها تلقائيًا ، يمكن ثني أجزاء الانحناء في الطرف الآخر تلقائيًا عن طريق تدوير الرأس ، ويمكن إزالة منتجات المكثف ذات كلا الطرفين من لفة الانحناء. الغرض الرئيسي من الانعطاف على شكل حرف U هو تقليل نصف قطر الانحناء الذي تم ثنيه مع الانحناء. ثالثًا ، يمكننا ثني زوايا مختلفة وفقًا للمتطلبات المختلفة لكل جزء منحني.
الفرق والصعوبة بين هذا النظام وآلة ثني الأنابيب الهيدروليكية التقليدية أحادية الرأس يكمن في قدرته على تلبية احتياجات مكثفات مختلفة بنصف قطر انحناء R50 وR60 وR70 على التوالي. ثانيًا، عند تشكيل جميع أجزاء الانحناء في أحد الطرفين تلقائيًا، يمكن ثني أجزاء الانحناء في الطرف الآخر تلقائيًا عن طريق تدوير الرأس، ويمكن إزالة المكثفات ذات الطرفين المنحنيين من بكرة الثني. الغرض الرئيسي من الدوران على شكل حرف U هو تقليل نصف قطر الانحناء الناتج عن الانحناء. ثالثًا، يمكن ثني زوايا مختلفة وفقًا للمتطلبات المختلفة لكل جزء انحناء.
بتعديل المسافة المركزية بين البكرتين 1 و2 واستبدال لوحة توصيل البكرة، يُمكن تلبية احتياجات مكثفات مختلفة بنصف قطر انحناء RS0 وR60 وR70 على التوالي. كما يُمكن للبكرة المفتوحة الدوران والانحناء، ويُثني المكثف عند كلا الطرفين خارج بكرة الانحناء. ولثني زوايا مختلفة وفقًا لمتطلبات كل جزء انحناء، نستخدم آلية الحد المُدمجة التي طُوّرت بنجاح في عملية تحديد المواقع لمسافات طويلة، ونلبي متطلبات ثني زوايا مختلفة وفقًا لأجزاء الانحناء المختلفة.
لتحسين موثوقية النظام، نعتمد نظام تحكم مغلق الحلقة مع مستشعر موضع طرفي لجميع العمليات. يُستخدم الهواء المضغوط في جميع أجزاء الطاقة، وتُستخدم الأسطوانة كمشغل. يتحكم صمام الرجوع الكهربائي المزدوج في حركة الأسطوانة، بحيث تحتوي كل عملية على وظيفة ذاكرة. يعتمد جزء التحكم الرئيسي على وحدة تحكم منطقية قابلة للبرمجة عالية الأداء. عند تصميم برنامج التحكم ودائرة التحكم، يُراعى بدقة جميع أنواع المواقف المعقدة في عملية ضبط وتشغيل المعدات. عند حدوث انقطاع في التيار الكهربائي أو الغاز، يتم حفظ حالة البرنامج بواسطة عداد التوقف وسجل حالة التوقف. عند استدعاء البرنامج واستعادة إمداد الغاز، يمكن استئناف التشغيل. يحافظ صمام الرجوع الإلكتروني المزدوج الفوري على حالة مسار الغاز قبل انقطاع التيار الكهربائي والغاز، ويبدأ حالة الانتقال التالية حتى يصل الإجراء المقابل إلى نهاية الشوط ويتلقى مستشعر الموضع إشارة، ثم يُكمل الإجراء التالي لتجنب النفايات الناتجة عن انقطاع التيار الكهربائي والغاز. لتلبية احتياجات مختلف المنتجات، صُممت برامج تحكم مُناسبة لمختلف أنواع أجزاء المكثف الرئيسية. عند استبدال أجزاء المكثف، لا يُمكن تبديل برنامج التحكم المُناسب إلا باستخدام مفتاح اختيار.

تتم تسوية معظم الشركات المصنعة لآلات ثني الأنابيب في الصين في منتصف السلسلة الاقتصادية لفترة طويلة. يمكن أن تلعب مبيعات البحث والتطوير الأمامية والخلفية دورًا حاسمًا في السيطرة على السلسلة الكاملة ، في حين أن الروابط المنتجة المتوسطة تكون في وضع يتحكم فيه بشكل سلبي للغاية. يمكن أن يكون هذا واحدًا في جميع عيوب إدخال التكنولوجيا.
Most of China pipe bending machine manufacturers are settled within the middle of the economic chain for a protracted time. The front-end R&D and back-end sales can play a decisive role in dominant the complete chain, whereas the intermediate producing links ar in a very passively controlled position. this can be conjointly one in all the drawbacks of introducing technology.
For example, within the go, there's an aphorism of “Golden Corner grass Grass Tummy”. within the producing trade, the technology analysis and development finish of the economic chain head is that the most powerful and profitable a part of the economic chain; the second is that the tail of the economic chain. Sales and after-sales service; the last is that the process and producing position within the middle section, the management is that the weakest, and also the adventitious price is that the lowest, and most of China's enterprises are settled within the most embarrassing position.
China's little automatic pipe bending machine makers are varied, that has caused the matter of poor analysis strength. The technology or patents researched in universities are tough to be accepted by little enterprise makers due to their value, that ends up in our automatic bending. The tube machine technology has stagnated, creating our product additional and additional out of the particular higher needs. Of course, little businesses don't desire to relinquish up the technology analysis and development facet. However, below sure objective factors, it's tough to urge this a part of the profit.
Sales and after-sales service are the foremost intense competition for little businesses. With the event of technology, sales channels have begun to extend, like e-commerce technology. the web may be a excellent information tool. The search site's bidding and improvement target the competition of assorted SMEs. Its main advantages are small investment and large returns. But such resources are limited.
Processing and manufacturing For small enterprises with CNC automatic pipe bending machines, the main technical and quality gaps are not large, and in the end they often evolve into price wars. Of course, these manufacturers are not willing to see. In summary, if you want to get core competitiveness, you can't give up the R&D innovation.

تماما التلقائي CNC سلسلة الأنابيب آلة الانحناء سلسلة نماذج موحدة لديها طبقة واحدة العفن والعفن متعدد الطبقات فئتين: نموذج قالب واحد يحتوي على مجموعة من 7 أجهزة تحكم محرك سيرفو محور.
إن النماذج القياسية لسلسلة آلة ثني الأنابيب الأوتوماتيكية بالكامل CNC لها قالب من طبقة واحدة وعفن متعدد الطبقات من فئتين: نموذج القالب أحادي الطبقة يحتوي على ما مجموعه 7 محاور للتحكم بمحرك سيرفو. هم: أنبوب تغذية المحور Y ، المحور ب الزاوية ، أنبوب الانحناء للمحور C ، قالب لقط المحور U ، قالب توجيه المحور U1 ، دليل المحور V1 ، الدفع المساعد ، مغزل المحور V. هناك 9-11 تحكم مؤازر بمحرك سيرفو للقالب متعدد الطوابق. وهي: محور التغذية Y ، محور نقل B ، محور الانحناء C ، محور X الأفقي للإزاحة ، محور Z للأعلى والأسفل ، محور U للتثبيت ، محور U1 ، محور الدفع المساعد V1 ، محور المغزل V. يمكن أن يضخم المحور العاشر والمحور الحادي عشر ؛ يقوم القالب الموجه بتحريك المحور Z1 ومشبك الأنابيب للاستيلاء على المحور G.

اختيار الصمامات الملف اللولبي لبندر الأنابيب 1. يجب أن يكون السائل الموجود في خط الأنابيب القابل للتطبيق متسقاً مع المتوسط المعدل في سلسلة صمامات الملف اللولبي المحددة.
Selection of solenoid valves for pipe bender
1. The fluid in the applicability pipeline must be consistent with the medium calibrated in the series of solenoid valves selected. The temperature of the fluid must be smaller than the calibration temperature of the solenoid valve. Solenoid valve allows liquid viscosity generally below 20CST, greater than 20CST should be noted. When the working pressure difference is less than 0.04 MPa, the direct-acting and step-by-step direct-acting type such as ZS, W, ZQDF, ZCM series should be selected; when the minimum working pressure difference is greater than 0.04 MPa, the pilot (differential pressure) solenoid valve can be selected; the maximum working pressure difference should be less than the maximum demarcation pressure of solenoid valve; generally solenoid valves are unidirectional, because of This should pay attention to whether there is a reverse pressure difference, if there is a check valve installed. When the fluid cleanliness is not high, the filter should be installed in front of the solenoid valve. Generally, the solenoid valve requires a good cleanliness of the medium. Pay attention to the flow aperture and nozzle aperture; solenoid valve is generally only controlled by two switches; conditions permit the installation of bypass pipe for easy maintenance; water hammer phenomenon to customize the opening and closing time of solenoid valve adjustment. Attention should be paid to the influence of ambient temperature on the solenoid valve power supply current and power consumption should be selected according to the output capacity, power supply voltage is generally allowed to be around + 10%, it must be noted that AC starting VAs higher.
2. Reliable pipe bender solenoid valve is divided into normally closed and normally open two kinds; generally choose normally closed type, power on, power off and close; but in a very short time to choose normally open type when the opening time is very long. Life test, factories generally belong to type test items, to be exact, there is no professional standards for solenoid valves in China, so choose solenoid valve manufacturers carefully. Action time is very short, when frequency is high, generally choose direct acting type, large diameter selects fast series.
3. The safety of the general solenoid valve is not waterproof, when conditions do not permit, please choose waterproof type, factory can be customized. The maximum nominal pressure of solenoid valve must exceed the maximum pressure in the pipeline, otherwise the service life will be shortened or other accidents will occur. All stainless steel type should be used for corrosive liquids, and plastic king (SLF) solenoid valve should be used for strong corrosive liquids. Explosion-proof products must be selected for explosive environment. 4. Economy has a lot of solenoid valves can be used in general, but on the basis of meeting the above three points should choose the most economical products.

قبل بضع سنوات ، لم تكن دقة آلة ثني الأنابيب CNC هي التناقض الرئيسي. لأن عملية الانحناء ليست الكثير من العلم ، فهي أفضل من الفن. القدرة على تكرار الآلة أكثر أهمية. عندما يكون الإعداد مرضيًا ، تحتاج آلة الانحناء فقط إلى تكرار الانحناء. في الوقت الحاضر ، المواد باهظة الثمن وحجم الدفعة صغير. يجب على مصنعي الطائرات البحث عن آلات يمكن قبولها لأول مرة. لذلك ، فإن الخطوة الأولى في إنتاج منتج جيد هي أن يكون لديك آلة متطورة.
A few years ago, the accuracy of the cnc pipe bending machine was not the main contradiction. Because the process of bending is not so much science, it is better than art. Machine repeat ability is more important. When the setting is satisfactory, the bending machine only needs to repeat the bend. Nowadays, the materials are expensive and the batch size is small. Aircraft manufacturers must look for machines that can be accepted for the first time. Therefore, the first step in producing a good product is to have a sophisticated machine.
The benefits of some precision cnc pipe bending machine are obvious. If the tube is produced for the first time, the productivity will increase and the defective rate will drop. Some of the benefits are not obvious: if a factory has several bending machines, as long as the machines are sophisticated, the bend data of the good work pieces can be shared. This is an important difference between accuracy and repeat ability. A single machine can be repetitive, producing the same product at the same time with the same data; but a group of machines must be sophisticated in order to produce the same product on the same data on any of the machines.
Rotary pull elbows are commonly used in the aircraft industry, where the tubes are formed along a rotating bending die. The production process is relatively simple: pipe positioning, bending, pipe to the next bend position. The accuracy of the bending machine can be divided into three curved tube forming axes: the bending length (DBB), the bending plane (POB), and the bending angle (DOB).
A typical aircraft conduit linear requirement is +/- .010 inches. However, due to the long length of the conduit, it is more realistic to specify the basic accuracy and then accumulate tolerances per foot. The accuracy of modern CNC cnc pipe bending machines is +/- .004 inches, plus an accumulated tolerance of +/- .001 inches per foot. Repeatability is +/- .004 inches for the entire length.
The accuracy of the two rotating axes of the aircraft quality cnc pipe bending machine is +/- 0.01 degrees and the repeatability is +/- 0.05 degrees.
There are several designs on the CNC bending machine to ensure these high precision. On the C-axis, the feedback element (usually a high-resolution encoder) is mounted directly on the elbow arm to directly read the position. On small cnc pipe bending machines, if the encoder is likely to interfere with the pipe, it can be operated by parallel links. The bearings at the joints must have very small tolerances to reduce migration and maintain accuracy.
The B-axis of the bending machine is usually driven by several stages of speed reduction mechanisms. The feedback encoder is mounted on the last stage drive shaft to optimize accuracy and repeatability.
The Y-axis of the bending machine has special problems. Aircraft ducts are much longer than other industries. The most efficient positioning methods are gears and racks. To achieve an accuracy of +/- .001 inches per foot, precision ground racks, high quality gears and direct drive feedback must be used.
Another design requirement for a precision bending machine is that the servo system of the positioning shaft must be "hard". The movement of the mechanical components must be minimal and the electronic servo loop must be positioned and maintained within the required tolerances.
There are other factors that affect the accuracy of the workpiece when using a very precise bending machine. These process variables include various material properties and dimensional tolerances, tooling and tooling settings, lubrication, and weld location.
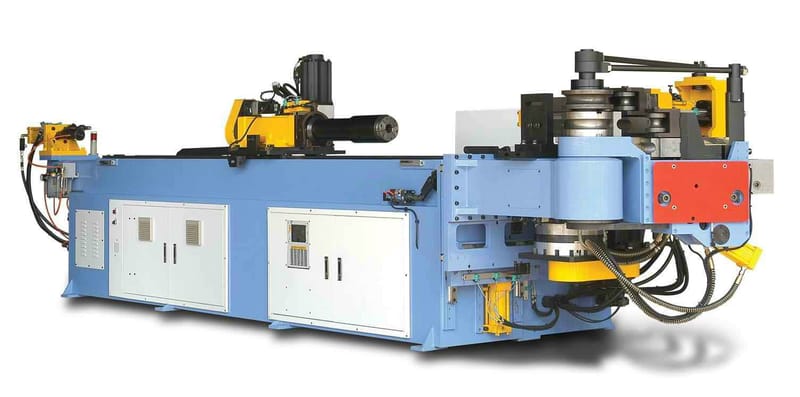
يظهر مبدأ العمل لمرفق الصين لآلة ثني الأنابيب CNC أحادية الرأس في الشكل: يتم إصلاح قالب الكوع على العمود الرئيسي ويدور مع العمود الرئيسي. يتم ربط شلال المواد التوجيهية المساعدة المنقولة بشكل وثيق بالجانب الخارجي المنحني للأنبوب الفارغ. عندما يتم تدوير قالب أنبوب الانحناء بزاوية ، يتم لف الأنبوب حول الاتجاه المحيطي لعفن أنبوب الانحناء ، وزاوية دوران قالب أنبوب الانحناء هي زاوية الانحناء.
The working principle of the elbow of China single head cnc pipe bending machine is shown in the figure: The elbow mold is fixed on the main shaft and rotates with the main shaft. The movable auxiliary guiding material chute is closely attached to the curved outer side of the tube blank. When the bending tube mold is rotated by an angle, the tube is wound around the circumferential direction of the bending tube mold, and the rotation angle of the bending tube mold is the bending angle. The three-dimensional multi-bend of the same radius realized on one pipe member mainly has three major actions of linear feeding, space rotating pipe and elbow, that is, after completing a bending, the pipe is sent to the next bending position and rotated through a space angle. Then proceed to the next bend to obtain a space bend with the same bend radius. The bending mode determines the bending radius. The pipe is fixed on the clamping groove of the fan-shaped bending die by the clamping die. The numerical control pipe bending machine is mainly composed of three parts: a mechanical part, a hydraulic system and a PLC control system. The mechanical part mainly consists of a pipe clamping device, a bending pipe transmission device, a boosting device, a bed body and a bending pipe mold.
The design and manufacturing level of power station boilers has been improved from time to time, with the rapid development of China's power industry. New furnace types are constantly appearing. The demand for the number and specifications of various curved molded pipe fittings in the boiler manufacturing industry is increasing from time to time. The patterns are refurbished from time to time, and higher requirements are placed on the accuracy of the pipe bending and the quality of the exterior. When the old design single head cnc pipe bending machine is processed, it can only complete one bending at a time, often loading and unloading, and the production efficiency is low, and the simultaneous improvement of the output and the quality cannot be achieved. The application of PLC single head hydraulic pipe bending machine control system overcomes the defects that the relay contact control system is susceptible to environmental interference, high failure rate and difficult maintenance. In addition, you only need to modify the software to adapt to the changes in the new process requirements.

إن آلة ثني الأنابيب المتوسطة الحجم عالية الأداء المستخدمة في آلة ثني الأنابيب الهيدروليكية الهيدروليكية أحادية الرأس تستخدم في بناء السفن ، والغلايات ، ونقل الشاحنات ، والأنابيب الهندسية العامة ، وما إلى ذلك. إن ثني الأنابيب الصغيرة عالية الأداء مناسبة للإنتاج الضخم أو توحيد المنتجات ، مثل البخار والقاطرة وأجزاء أخرى ، مثل أنابيب العادم والوسائد ومصد جميع أثاث الأنابيب الحديدية ، إلخ.
ويستخدم عالية الأداء والأنابيب المتوسطة بندر المستخدمة في رئيس واحد الهيدروليكية الأنابيب باستخدام الحاسب الآلي آلة الانحناء في بناء السفن، والمراجل، والنقل الشاحنة، والأنابيب الهندسة العام، الخ
إن ثني الأنابيب الصغيرة عالية الأداء مناسبة للإنتاج الضخم أو توحيد المنتجات ، مثل البخار والقاطرة وأجزاء أخرى ، مثل أنابيب العادم والوسائد والمصد لجميع أثاث الأنابيب الحديدية ، إلخ.
أداء بندر الأنابيب الهيدروليكية أحادي المحور:
1 ، تم تصميم الأنف والكوع بشكل رائع لتوفير أقصى مساحة للكوع.
2 ، تحكم PLC ، إدخال الحوار.
3 ، نظام تداول التبريد ذو السعة الكبيرة يجعل الآلة تعمل بشكل أكثر استقرارًا.
4 ، مع يدوي ، أوتوماتيكي ، نصف دورة ، دورة كاملة ووظائف أخرى من الاختيار التعسفي.
5 ، وظيفة تحديد المواقع البطيئة ، كرر دقة القدرة 0.1.
6 ، استبدال القالب بسيط ومريح ، سهل الإنتاج المرن.
7 ، التبديل القدم المحمول ، مع بدء تلقائي ، توقف الطوارئ ، الطوارئ في ثلاث وظائف ، سلامة عالية.

يجب أن تكون آلة ثني الأنابيب CNC الصينية ذات أساس جيد ، ويجب ألا يقل السلك عن 4mm2 سلك نحاسي. لا يُسمح بالوصول إلى جهد مصدر الطاقة الذي يتجاوز النطاق المحدد. لا يمكن توصيل المكوّن الإضافي. لا يمكن اختبار حلقة التحكم باستخدام جهاز قياس الأميال ، وإلا فقد يتلف الجهاز.
1. يجب أن تكون آلة ثني الأنابيب CNC الصينية مؤرضة بشكل جيد ، ويجب ألا يقل السلك عن 4mm2 سلك نحاسي. لا يُسمح بالوصول إلى جهد مصدر الطاقة الذي يتجاوز النطاق المحدد. لا يمكن توصيل المكوّن الإضافي. لا يمكن اختبار حلقة التحكم باستخدام جهاز قياس الأميال ، وإلا فقد يتلف الجهاز.
2. عند توصيل أو فصل الموصل ، لا يمكن سحب السلك أو الكابل لمنع اللحام من الانسحاب.
3 ، لا يمكن ضرب مفاتيح القرب ، التشفير ، وما إلى ذلك مع الأشياء الصلبة.
4. لا يمكنك استخدام شيء حاد للتصادم مع وحدة العرض.
5. يجب وضع الصندوق الكهربائي في مكان جيد التهوية ، ويحظر عليه العمل في الغبار والغازات المسببة للتآكل.
6 ، لا يمكن تثبيت وتغيير إلى إدخال وإخراج جهاز الكمبيوتر.
7. يجب إعادة تأكيد توجيه المحرك عند تغيير قوة المنحنى.
8. يجب الحفاظ على آلة ثني الأنابيب نظيفة. على وجه الخصوص ، تجدر الإشارة إلى أنه لا ينبغي أن يكون هناك أجسام غريبة في الأخاديد المنزلقة مثل كتل التثبيت والشريط.
9. إضافة مواد التشحيم بانتظام إلى السلسلة والأجزاء المنزلقة الأخرى.
10. يجب فصل الطاقة أثناء التنظيف والصيانة.